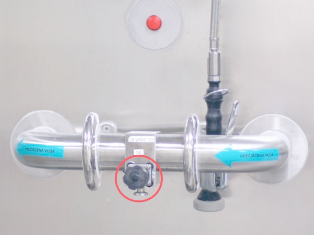
Tri-clamps are one of the most common types of pipe connections in the food, beverage, biotech, and pharmaceutical industries. This type of connection consists of a gasket compressed between two tri-clamp ferrules or flanges which are mechanically compressed in place with a clamp. Tri-clamp fittings are available in a variety of sizes, can be constructed from either steel or plastic, and can be either permanent or temporary. The clamp itself also comes in a variety of designs for ease of disassembly and cleaning.
It is therefore essential to select the right type of tri-clamp fitting to ensure the connection operates effectively in a given application. Choosing the right size and type of fitting can help minimize or eliminate contamination, bacterial growth, leaks, and deterioration of the connection material.
Common Applications for Tri-Clamp Gaskets & Tri-Clamp Fittings
Tri-clamp fittings and gaskets are typically used in hygienic or sanitary fitting applications. That is, they are ideal for the transportation of liquids that require a high degree of purity with minimal risk of contamination.
In the pharmaceutical, biotech, and food and beverage industries, disassembling, cleaning, and reconfiguring clamp connections are critical to maintaining a sterile environment that complies with various industry regulations and standards. Inappropriate connections can trap contaminants and harbor bacteria which can potentially ruin batches of process fluids with costly implications.
Tri-clamp connections provide a smooth, non-contaminating internal pipework joint. The connections consist of no threads, pockets, or tight radii which tend to form entrapment areas that can promote the growth of microorganisms.
How to Choose the Right Tri-Clamp Connection
Selecting the most suitable tri-clamp fitting usually begins with proper material selection. When choosing between steel or plastic, one must first analyze the operating environment. Some of the primary factors that need to be considered include:
- Temperature range
- Pressure range
- Flow rates
- Fluid compatibility
- Environmental exposure
While stainless steel may be suitable for extremely high-temperature and high-pressure applications, these environments are seldom found in the pharmaceutical and biotech industries. Generally, plastic is adequate for most environments, particularly in applications where the connection is subject to regular assembly and disassembly. Plastic tri-clamp fittings have the advantage of being extremely versatile.
Plastic fittings are available in a variety of polymer compositions and can be customized for efficient operation in various environments. In most applications, polypropylene fittings provide sufficient mechanical, chemical, and functional properties for single-use systems. Other polymer resins commonly used to manufacture tri-clamp sanitary fittings include polycarbonate, polyvinylidene fluoride (PVDF), and polysulfone.
Once the appropriate material is determined based on the operating environment, the proper fitting size should be selected. When determining the correct tri-clamp size, it is important to remember that the size of the fitting is based on the outside diameter of the tubing and not the diameter of the flange. This distinction is crucial since the flange is typically approximately ½-inch wider than the tubing. For example, if you were to specify a 2-inch tri-clamp fitting based on the flange dimension, upon installation you would find the fitting to be ½-inch too large.
Another essential element to proper sizing is gasket selection. When joining pairs of differently sized tubing, the gasket should be sized for the larger tube size to ensure a tight fit at the connection. Gaskets that are sized for the smaller tube diameter can result in excess unclamped gasket material. This area of loose, overhanging gasket can trap bacteria and run the risk of contamination.
Lastly, to complete the connection, the gasket clamps are available in three distinct designs: two-segment (single hinge), three-segment (double hinge), and high-pressure (no hinge). The ¾-inch clamp is typically only available in two-segment types.
Larger sized clamps are available as both two and three-segment types. Although both clamps offer similar performance, the three-segment clamp can be more expensive. However, the three-segment clamp has the added benefit of being easier to install in tight spaces. Ultimately, the choice between the two clamp types is a matter of user preference.
The high-pressure (no hinge) clamp consists of separate clamp segments that are bolted together in place. This type of clamp design is best suited for permanent or semi-permanent applications where frequent disassembly and maintenance is not required. Additionally, high-pressure clamps are ideal in situations where the fluid exerts high pressures and fluctuating temperatures on the tubing.
Learn More
Sanitary gaskets, although commonly used, are not without issues. First, for the connection to work efficiently, the gasket needs to be properly aligned with the ferrule flanges to avoid flow obstruction, pressure buildup, and contamination of the process material. Conventional gaskets are traditionally manually aligned and as a result, are prone to human error during installation.
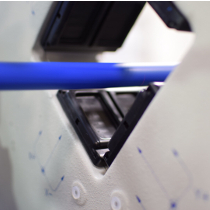
To address this issue, TBL Performance Plastics has developed the aSURE™ tri-clamp fitting with a built-in gasket. This integrated gasket design combines the gasket and the ferrule fitting into a single component manufactured without using adhesives or clips to keep the gasket in place.
The built-in design guarantees accurate alignment, allows for easier installation, and eliminates the possibility of using the wrong gasket material for the given application. These benefits yield significant cost savings due to the elimination of product contamination and waste.
TBL Performance Plastics has been custom-fabricating FDA regulated products for numerous industries – including the life sciences, biotech, pharmaceutical, and other high-purity markets – for over 16 years. Our engineers have designed the aSURE™ sanitary tri-clamp fitting to ensure compliance with the strictest industry standards.
If you would like to know more about the aSURE™ features, benefits, and technical specifications download our Tri-clamp fitting brochure.
For more information on how the aSURE™ can be used for your application, feel free to contact us or request a quote.